

رولبرینگ بشکهای کف گرد SKF 29332 E
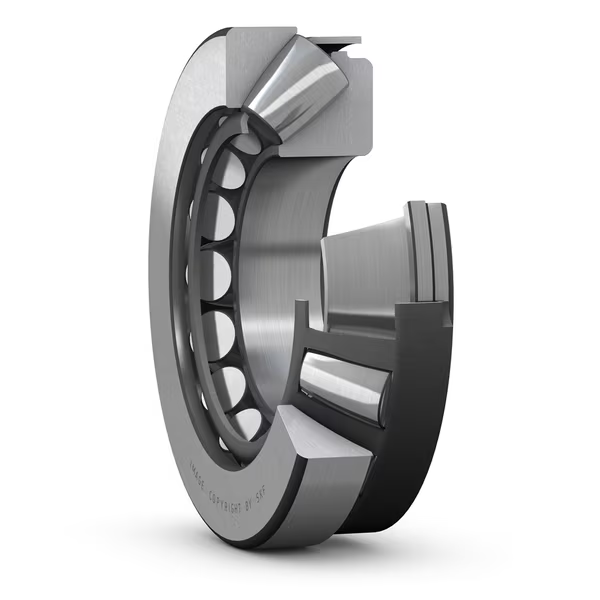
رولبرینگ بشکه ای کف گرد اس کا اف مدل 29332 E یک نوع بلبرینگ صنعتی با ساختار ویژه است که قابلیت تحمل بار محوری بسیار بالا را در کنار توان جذب میزان محدودی بار شعاعی دارا میباشد. این بیرینگ به خاطر طراحی خاص اجزای داخلی از جمله رولرهای بشکه ای، قابلیت تنظیم خودکار زاویه را فراهم میکند و در نتیجه میتواند ناهماهنگیهای احتمالی بین شفت و محفظه را تا حد معین بدون ایجاد تنش اضافه تحمل نماید. ابعاد اصلی این مدل معمولاً مطابق جدول ابعادی جهانی رولبرینگ های کف گرد اس کا اف تعیین شده و قطر داخلی آن حدود 160 میلی متر، قطر خارجی حدود 270 میلی متر و ارتفاع کلی در حدود 67 میلی متر است. در دسته بندی صنعتی این بیرینگ جزو رولبرینگ های کف گرد بشکه ای قرار میگیرد و مطابق طبقه بندی استاندارد برای کاربردهای نیروگاه، کارخانجات سیمان و پالایشگاهها به کار میرود.
رولبرینگ بشکه ای کف گرد اس کا اف مدل 29332 E به واسطه نوع قفسه، طراحی ساچمه ها و نوع آب بندی، مقاومت بالایی در برابر شوک های محوری و بارهای دینامیک متناوب از خود نشان میدهد. ساختار خاص این بیرینگ باعث کاهش میزان اصطکاک داخلی شده و دمای عملکردی مطلوبی را فراهم میکند. این ویژگی به افزایش عمر مفید بیرینگ و کاهش مصرف روانکار کمک میکند. بیرینگ مذکور دارای سرعت مجاز قابل توجهی بر اساس توصیه سازنده است، فقظ برای کاربردهایی مناسب است که نیاز به سرعت های پایین تا متوسط و بارگذاری محوری غالب وجود دارد. مقاومت به دما و ارتعاش مطلوب، نویز کم در زمان کارکرد و قابلیت جا زدن و بیرون آوردن آسان از مهمترین مزایای فنی این بیرینگ محسوب میشوند.
تحلیل جامع پسوندهای مرتبط
پسوندهای موجود بر روی بیرینگ های اس کا اف اطلاعات مهمی در مورد ویژگی های فنی، نوع قفسه، جنس اجزا، کلاس لقی و سایر مشخصات ویژه محصول نشان میدهند و نقش کلیدی در انتخاب صحیح بیرینگ برای کاربرد خاص دارند. جدول زیر پرکاربردترین پسوندهای مرتبط را شرح میدهد:
| پسوند | توضیح فنی دقیق | تأثیر بر عملکرد بیرینگ |
|---|---|---|
| E | طراحی تقویت شده رولرها برای افزایش ظرفیت باربری | ظرفیت تحمل بار به طور قابل توجهی بالاتر بوده و برای شرایط بارگذاری سنگین مناسب تر است |
| CA | قفسه ماشینکاری شده برنجی با دو لبه نگهدارنده | بهبود مقاومت در برابر سایش و افزایش عملکرد روانکاری در سرعت های بالا |
| W33 | وجود شیار روغن کاری و سوراخ های روانکاری روی رینگ خارجی | سهولت در روانکاری و افزایش عمر بیرینگ در شرایط کاری پیوسته یا سنگین |
| C3 | افزایش استاندارد لقی داخلی نسبت به حالت استاندارد | مناسب برای شرایطی که دمای کاری بالا یا مونتاژ فشرده نیاز است |
| C4 | لقی داخلی بالاتر از کلاس C3 | جلوگیری از گیرپاژ بیرینگ تحت بارگذاری بسیار سنگین یا افزایش دما در عملکرد طولانی مدت |
| P5 | کلاس دقت بالاتر مطابق استاندارد ISO | عملکرد دقیق تر و کاهش ارتعاش، مناسب برای ماشین آلات حساس با نیاز دقت بالا |
| M | قفسه فولادی ماشینکاری شده | مقاومت مکانیکی و استحکام بیشتر قفسه برای کاربردهای پر بار |
| K | سوراخ داخلی مخروطی (Tapered bore) | تسهیل نصب روی مخروطی یا با بوش کششی، تنظیم راحتتر لقی شعاعی |
دو پسوند پرکاربرد این سری عبارتند از:
E: این پسوند در تجهیزاتی مانند توربین های نیروگاهی و آسیاب های بزرگ مورد استفاده قرار میگیرد چرا که افزایش ظرفیت باربری بیرینگ در این کاربردها بسیار حیاتی است.
W33: عمدتاً در تجهیزات سنگین معادن، خطوط نورد و صنایع سیمان که روانکاری مداوم و دقیق لازم است انتخاب میشود تا خرابی ناشی از کاهش روانکاری به حداقل برسد.
کاربردهای رایج
رولبرینگ بشکه ای کف گرد اس کا اف مدل 29332 E اغلب در سیستم هایی استفاده میشود که بار محوری زیادی دارند و کاملاً به قابلیت تطابق زاویه ای نیازمند هستند. توربین های بخار و آبی از اصلی ترین مصرف کنندگان این بیرینگ هستند چون بار محوری به شفت منتقل شده و به تحمل یکنواخت نیاز دارد. در ماشین آلات نورد فلزات، این بیرینگ وظیفه تحمل نیروهای محوری حاصل از فرآیند شکل دادن را بر عهده دارد و در عین حال با نوسانات زاویه ای و ارتعاشات نیز به خوبی سازگار است. پمپ های عمودی بزرگ صنعتی نیز جهت تحمل نیروهای محوری ایجاد شده در محور استفاده میکنند چرا که بیرینگ باید در عین حرکت آرام و یکنواخت، مقاومت قابل توجهی در برابر خوردگی و شوک های ناگهانی داشته باشد. این محصول به طور وسیع در صنایع سیمان، معادن، واحدهای روغن کشی و انواع گیربکس های سنگین به کار میرود زیرا در این کاربردها فشار محوری بالا و لرزشهای متعدد وجود دارد که نیازمند بیرینگی با ساختار خاص است.
نکات نگهداری و نصب
مطابق با استانداردهای رسمی، بیرینگ های بشکه ای کف گرد باید در محیطی با دمای انبارش بین 0 تا 40 درجه سانتی گراد و رطوبت نسبی کمتر از 60 درصد نگهداری شوند. انبار باید تهویه مناسب داشته باشد و هیچ گونه بخار اسیدی، روغن صنعتی، مواد شیمیایی خورنده یا گرد و غبار فلزی در محیط حضور نداشته باشد. بیرینگ ها باید در بسته بندی اولیه کارخانه، دور از نور مستقیم خورشید و شرایط تغییر دمای ناگهانی انبار شوند. در صورتی که بیرینگ زودتر از موعد استفاده باز شود، باید در بسته بندی مناسب و گاهی اوقات با پوشش ضدزنگ مجدداً ذخیره شوند و موجودی انبار حداقل هر 6 ماه یک بار با چرخش موقعیت مجدد مورد بررسی قرار گیرد.
برای نصب این بیرینگ، الزامات همراستایی دقیق بین محور و محفظه باید رعایت شود و استفاده از ابزارهای تخصصی مانند پولر، گرمکن القایی و گیج لقی الزامی است. بیرینگ باید با گرم کردن غیرمستقیم در دمای مجاز (حداکثر 110 درجه سانتی گراد) نصب شود و هرگونه ضربه مستقیم به اجزای داخلی یا رینگ ها ممنوع است. روانکار پیشنهادی اغلب روغن یا گریس صنعتی با ویسکوزیته ISO VG 150 تا 220 با توجه به شرایط بار و دما است و روانکاری باید قبل از نصب صورت گیرد. پس از نصب، باید لقی شعاعی و محوری با ابزار دقیق اندازه گیری شود، صدای غیرعادی و ارتعاشات بررسی گردد و دمای عملکردی اولیه بیرینگ کنترل شود. اطلاعات مربوط به نصب و وضعیت اولیه باید در سوابق نت ثبت شود. دوره بازبینی بسته به نوع کاربرد و میزان بارگذاری، بین 4000 تا 8000 ساعت در نظر گرفته میشود و معیار تعویض بیرینگ بر اساس حد سایش، افزایش لقی غیرمجاز، صدا یا ارتعاش غیرعادی یا آلودگی شدید روانکار تعیین میشود.
تلورانس های نصب
برای نصب رولبرینگ بشکه ای کف گرد اس کا اف مدل 29332 E، انطباق رینگ داخلی با شفت باید مطابق کلاس h9 یا k6 تعیین شود تا از لغزش رینگ در حالت چرخش کامل داخلی جلوگیری کرده و انتقال بار مطمئن تأمین شود. انتخاب کلاس انطباق به چرخش یا ایستایی رینگ داخلی بستگی دارد؛ در صورتی که رینگ داخلی بیرینگ فاقد حرکت دوران نسبت به شفت باشد، میتوان انطباق نرمتر (h9) برگزید اما اگر رینگ دارای دوران کامل بر روی شفت باشد، باید از فیت تنگتر مانند k6 استفاده نمود. این انتخاب ضمن محافظت در برابر تکان خوردن یا لغزش رینگ، از ایجاد تنشهای موضعی و آسیب به شفت جلوگیری میکند.
انطباق رینگ خارجی با محفظه اغلب با کلاس انطباق H8 یا H7 توصیه میشود تا امکان سهولت نصب و همچنین قابلیت جبران تغییر ابعاد با توجه به انبساط حرارتی فراهم شود. در شرایطی که بار شوک یا محوری شدید در سیستم وجود دارد، انطباق تنگتر میتواند مؤثر باشد اما همواره باید قابلیت جداسازی و بازدید دورهای بیرینگ نیز مد نظر باشد. فیت بیش از حد تنگ میتواند سبب کاهش لقی اولیه شود که نیازمند کنترل دقیق میزان لقی پس از نصب مطابق استاندارد ISO 492 و محدودههای مجاز C3 یا C4 میباشد.
در فرایند مونتاژ، امکان نصب به روش گرم کردن غیرمستقیم (حداکثر تا 110 درجه سانتی گراد) وجود دارد تا نصب بیرینگ بدون وارد آوردن ضربه و تغییر غیرمجاز در ابعاد انجام شود. در استفاده از ابزارآلات پرس باید نیرو فقط به رینگ تحت فشار وارد شود تا از تغییر شکل اجزا جلوگیری شود. پس از نصب لازم است لقی شعاعی و محوری مطابق جداول استاندارد DIN و اندازهگیری با گیج مناسب کنترل شود. همچنین باید اثرات دما و انبساط حرارتی در انتخاب کلاس فیت در نظر گرفته شود تا عملکرد روان و بی دغدغه را تضمین کند.
صنایع استفادهکننده
| صنعت مصرفکننده | دلیل فنی استفاده از این بیرینگ در آن صنعت |
|---|---|
| نیروگاههای برق | تحمل بار محوری بالا، مقاومت در برابر ارتعاشات و امکان تنظیم زاویهای محور و بدنه |
| صنایع فولاد و نورد | تحمل نیروهای محوری بزرگ حاصل از فرآیند نورد و همراهی با تغییرات لحظه ای بار |
| معادن و تجهیزات خردایش | دوام زیاد تحت بارهای محوری و مقاومت در برابر بار شوک و آلودگی محیطی |
| پالایشگاه و صنایع پتروشیمی | مقاومت شیمیایی و استقامت در شرایط دمایی و بار محوری پایدار |
| توربین آبی و بخار | تحمل بارهای محوری پایدار، کاهش سایش و عملکرد قابل اطمینان در مدت طولانی |
| تجهیزات پمپاژ بزرگ | جذب نیروی محوری محور پمپ، تطابق زاویه ای و طول عمر بالا در دور پایین |
| صنایع سیمان | کارکرد در محیطهای پر گرد و غبار، تحمل بارهای ترکیبی و شرایط دمایی متغیر |
- قطر داخلی
160 mm
- قطر خارجی
270 mm
- ارتفاع
67 mm
- قطر شانه
≈203 mm

