

رولبرینگ بشکهای کف گرد SKF 29424 E
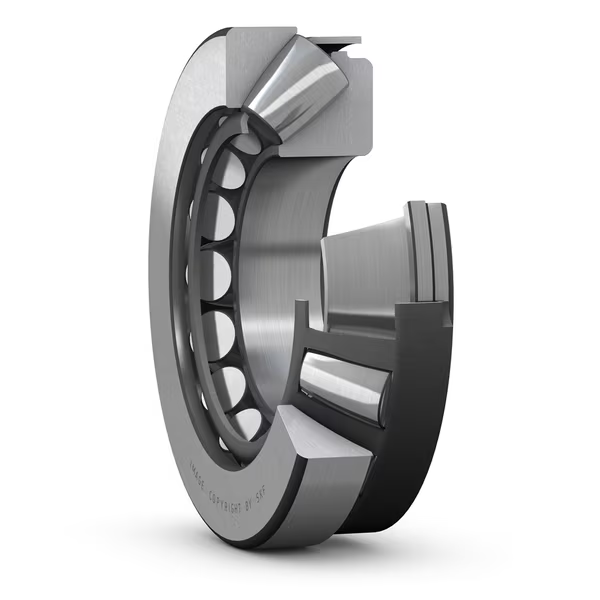
رولبرینگ بشکهای کف گرد اس کا اف 29424 E یک بیرینگ صنعتی با ساختار ویژه است که برای تحمل بارهای محوری سنگین و همزمان جذب مقادیر مشخصی از بار شعاعی طراحی شده است. این بیرینگ دارای ردیف غلتکهای بشکهای و قفسه فشرده مقاوم به سایش می باشد که روی یک واشر نشیمن و یک واشر شفت قرار می گیرد. طراحی منحنی مقطع غلتکها و سطح لغزش حلقهها باعث می شود بیرینگ قابلیت تطبیق با ناهمراستایی اولیه و تغییر شکلهای جزئی شفت را داشته باشد بدون آنکه عملکرد یا عمر مفید آن کاهش یابد. ابعاد بیرینگ مطابق با استاندارد DIN و ISO مشخص شده، بهطور معمول قطر داخلی در بازه 120 میلیمتر، قطر بیرونی تا 250 میلیمتر و ارتفاع تقریبی 78 میلیمتر است که طبقهبندی آن در دسته رولبرینگهای کف گرد صنعتی انجام می شود.
این بیرینگ به علت بهرهگیری از فناوری قفسه تقویتشده و غلتکهای بهینهشده برای توزیع یکنواخت بار، دارای عمر کاری بالا و کارکرد پایدار در سرعتهای متوسط و بارهای سنگین محوری است. مزیت دیگر آن قابلیت تحمل ناهمراستایی تا چند درجه بین شفت و محفظه دستگاه می باشد که نیاز به دقت بالای مونتاژ را کاهش می دهد. ویژگیهای ساختاری و کیفیت بالای سطح تماس غلتکها باعث می شود مقاومت دستگاه در برابر شوکهای محوری و کارکرد پیوسته در شرایط سخت صنعتی تضمین شود. استفاده از مواد آلیاژی مقاوم در ساخت این بیرینگ، استحکام مکانیکی و مقاومت در برابر خوردگی آن را افزایش داده است.
تحلیل جامع پسوندهای مرتبط
وجود پسوند در کد فنی رولبرینگ بشکهای کف گرد اس کا اف به شناخت دقیقتر ویژگیهای ساختاری و عملکردی آن کمک می کند. هر پسوند نمایانگر تغییرات مهمی مانند نوع قفسه، جنس اجزا، میزان آزادی لقی، یا تناسب برای سرعت و بار خاص بوده و هنگام انتخاب بیرینگ مناسب، توجه به این پسوندها کاملاً لازم است.
| پسوند | توضیح فنی دقیق | تأثیر بر عملکرد بیرینگ |
|---|---|---|
| E | طراحی بهینهشده غلتکها و قفسه برای ظرفیت باربری بالاتر | افزایش ظرفیت باربری محوری، عمر کاری بیشتر، امکان استفاده در شرایط بار سنگین |
| M | قفسه ماشینکاریشده از جنس برنج یا فولاد | افزایش پایداری سرعت، تحمل بهتر شوک مکانیکی، کاهش ساییدگی |
| J | قفسه پرسشده فولادی با طراحی خاص جهت توزیع یکنواخت غلتکها | کاهش وزن قفسه، توزیع مناسب غلتکها، مناسب جهت کاربردهای پرسرعت |
| C3 | لقی داخلی بیشتر از استاندارد برای شرایط گرما و بارسنگین | جلوگیری از گیرپاژ در دمای بالا و سرعت بالا، بهبود عملکرد در سیستمهای حساس به پلیسهکردن |
| MA | قفسه برنجی ماشینکاری دقیق برای کاربردهای بار محوری بالا | افزایش پایداری، تحمل بهتری در مقابل بارهای متغیر محوری و محیطهای صنعتی سنگین |
پسوند E معمولاً برای تجهیزاتی که نیازمند تحمل بار محوری بسیار سنگین هستند مانند پرسهای هیدرولیک و خطوط نورد مورد استفاده قرار می گیرد، چرا که ظرفیت باربری آن را به شکل قابل توجهی افزایش داده است. پسوند M در شرایطی که بیرینگ تحت شوکهای مکانیکی شدید، نوسان بار یا سرعت بالا قرار دارد، ترجیح داده می شود؛ مانند گیربکسهای صنعتی سنگین و ماشینآلات راهسازی، چون قفسه ماشینکاریشده به عمر کاری بیشتر و عملکرد پایدار کمک می کند.
کاربردهای رایج
رولبرینگ بشکهای کف گرد اس کا اف 29424 E معمولاً در تجهیزاتی به کار می رود که نیازمند تحمل بار محوری سنگین و همزمان مقاومت نسبی به بار شعاعی هستند. در خطوط نورد صنایع فولاد و آلومینیوم، این بیرینگ به علت تحمل بارگذاری مداوم و قابلیت تنظیم ناهمراستایی کاربرد فراوان دارد. در دستگاههای پرس مکانیکی و هیدرولیکی، انتخاب این نوع رولبرینگ به دلیل ظرفیت باربری محوری عالی و پایداری در برابر شوک و ارتعاش مرسوم است. همچنین از این بیرینگ در چرخندههای بزرگ، محورهای عمودی پمپهای صنعتی، توربینهای بخار و ژنراتورهای با محور بلند استفاده می شود؛ زیرا دوام مکانیکی، عمر طولانی و سهولت در نصب و نگهداری آن موجب افزایش اطمینان و کاهش هزینههای تعمیرات است.
نکات نگهداری و نصب
برای نگهداری استاندارد، رولبرینگ بشکهای کف گرد اس کا اف 29424 E باید در محیطی با دمای بین 0 تا 40 درجه سانتیگراد و رطوبت نسبی کمتر از 60 درصد انبار شود. محیط نگهداری باید از تهویه کافی برخوردار باشد و از تماس بیرینگ با بخارات خورنده، مواد شیمیایی آسیبزا یا ذرات گرد و غبار فلزی جلوگیری شود. بیرینگ در بستهبندی کارخانهای به صورت کاملاً عایق و محافظ در برابر رطوبت عرضه می شود و در صورت نیاز به افزایش دوره انبارش، تمدید شرایط بستهبندی و چرخش دورهای هر شش ماه یک بار الزامی است تا جلوگیری از تهنشینی روانکارها و ایجاد خوردگی سطحی انجام شود. در صورت بازشدن بستهبندی، بیرینگ باید بازبستهبندی با پوشش ضدزنگ و در محیط کنترلشده انجام گیرد.
در فرآیند نصب، رعایت همراستایی دقیق محور شفت و محفظه الزامی است و استفاده از ابزارهای مخصوص پـرس یا گرمکردن یکنواخت تا حداکثر 110 درجه سانتیگراد برای سهولت در مونتاژ توصیه می شود. هیچگونه واردآوردن ضربه مستقیم یا ضربه با ابزار سخت بر روی سطح بیرینگ مجاز نیست، زیرا موجب آسیب به غلتک یا حلقهها خواهد شد. روانکاری اولیه باید با گریس یا روغن با کلاس ویسکوزیته مناسب و مطابق با محدوده دمای عملیاتی بیرینگ انجام شود. بررسی و تعویض روانکار طبق سیکل کاری و با توجه به شاخص آلودگی یا افت ویسکوزیته باید تحت استاندارد ISO 1817 انجام گیرد. پس از نصب باید لقی شعاعی و محوری با ابزارهای سنجش کنترل شده، نویز و ارتعاش غیرعادی با دستگاه مناسب بررسی گردد و دادهها در سوابق نگهداری ثبت شود. برای بازبینی فنی یا تعویض، رعایت فاصله دورهای طبق توصیه سازنده (مانند 10000 ساعت کارکرد یا بر اساس حد سایش اندازهگیری شده) مطابق با استاندارد ISO 15243 و دستورالعمل شرکت اس کا اف ضروری است.
تلورانسهای نصب
قرارگیری رولبرینگ بشکهای کف گرد اس کا اف 29424 E روی شفت نیازمند انتخاب فیت مناسب طبق استاندارد ISO 286 است. معمولاً تلورانس H9 برای شفت و H7 برای محفظه توصیه می شود تا تعادل بین پایداری مکانیکی و نصب آسان حفظ گردد. اگر شفت نقش انتقالدهنده اصلی بار محوری را داشته باشد یا در دورهای بالا کار کند، انتخاب تلورانس تنگتر روی شفت (مانند js6) لازم است تا گیرپاژ یا لغزش احتمالی حذف گردد. همچنین سطح شفت باید کاملاً صاف، سختکاریشده و تمیز باشد تا هماهنگی با حلقه داخلی بیرینگ بدون مشکل باشد و پروفیل سطح از نظر زبری در سطح Ra 0.4 میکرون یا کمتر قرار بگیرد.
در نصب بیرینگ در محفظه، انتخاب تلورانس آزادتر برای تسهیل جاگذاری بیرینگ و جلوگیری از استرس موضعی توصیه شده است. شرایط بار اعمالی (محوری، شعاعی یا ترکیبی) بر این انتخاب اثرگذار است. به طور نمونه، اگر بارهای شوک یا چرخش غیرعادی وجود داشته باشد، انتخاب فیت تنگتر (K7 یا JS7) در محفظه موجب افزایش ایمنی و جلوگیری از جابجایی بیرینگ خواهد شد. با این حال، باید اطمینان حاصل کرد که جابجایی یا تغییر موقعیت حلقهها به علت انبساط حرارتی و بار زیاد رخ ندهد؛ در نتیجه امکان رهاشدگی کافی برای حرکات جزئی در موارد خاص فراهم گردد.
با توجه به شرایط عملیاتی، دمای کاری و روش مونتاژ، باید محدودیتهای انطباق لقی شعاعی و محوری بررسی شود. انبساط حرارتی می تواند منجر به کاهش لقی و افزایش بار داخلی گردد، لذا انتخاب فیت و لقی باید به گونهای باشد که در دمای کارکرد نهایی بیرینگ، لقی شعاعی حداقل طبق دامنه مشخص در استاندارد ISO 492 باقی بماند. روش مونتاژ باید شامل اعمال یکنواخت نیرو با گرمکردن بیرینگ به صورت غوطهوری غیرمستقیم انجام شود و پرس یا ضربه مستقیم فقط توسط ابزار استاندارد و بدون اعمال نیرو به غلتک یا قفسه مجاز می باشد. رعایت دقیق رواداریهای شعاعی و محوری و کنترل وضعیت پس از نصب با ابزارهای استاندارد مانند میکرومتر ساعتی و گیج فیلر ضروری است تا گیرپاژ یا لقی غیرمجاز اجزا رخ ندهد.
صنایع استفادهکننده
رولبرینگ بشکهای کف گرد اس کا اف 29424 E در محدوده وسیعی از صنایع با نیازمندیهای متفاوت به علت ساختار ویژه و عمر کاری طولانی مورد استفاده قرار می گیرد. انتخاب دقیق و متناسب بیرینگ برای هر صنعت، نقش کلیدی در افزایش بهرهوری، افزایش عمر مفید تجهیزات و کاهش احتمال خرابی ایفا می کند.
| صنعت مصرفکننده | دلیل فنی استفاده از این بیرینگ در آن صنعت |
|---|---|
| فولادسازی و نورد | تحمل بارهای محوری و شعاعی بالا، مقاومت در برابر شوک و قابلیت ناهمراستایی |
| صنعت سیمان | پایداری در محیط پر گردوغبار، ظرفیت باربری بالا و عمر طولانی |
| نیروگاهها | تحمل بارهای محوری سنگین و شوکهای حرارتی در توربین و ژنراتورها |
| پمپهای صنعتی | سازگاری با بار محوری مداوم و ناهمراستایی محوری شفت |
| ماشینآلات راهسازی | مقاومت در برابر بارگذاری نوسانی و ضربههای پیوسته در شرایط سخت |
| صنایع کاغذ و سلولز | قابلیت تطبیق با لرزش و جابجایی محوری دستگاههای تولید کاغذ |
| معدن و فرآوری مواد | دوام و استحکام مکانیکی در محیطهای با آلایندگی و ضربه زیاد |
- قطر داخلی
120 mm
- قطر خارجی
250 mm
- ارتفاع
78 mm
- قطر شانه
≈171 mm

