

رولبرینگ بشکهای کف گرد SKF 29420 E
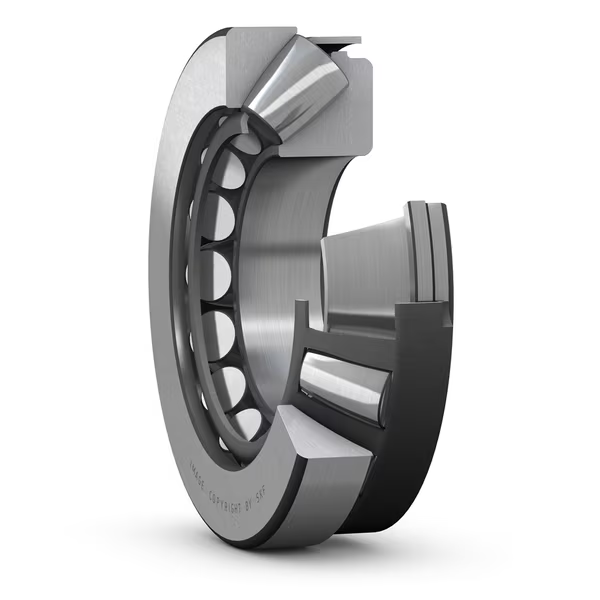
رولبرینگ بشکهای کف گرد اس کا اف مدل 29420 E از جمله بیرینگهای تخصصی در رده صنعتی است که جهت تحمل بارهای محوری بسیار سنگین در عین حفظ قابلیت تحمل مقادیر متوسط تا پایین بار شعاعی، طراحی شده است. این بیرینگ دارای ساختمان ویژهای با رولرهای بشکهای تقارندار و مسیر غلتش کروی است که باعث توزیع یکنواخت فشار میشود و عملکرد قابل اعتماد را حتی در حضور ناهماهنگیهای جزئی یا انحراف شفت تضمین میکند. مشخصات اصلی ابعادی شامل قطر داخلی 100 میلی متر، قطر خارجی 210 میلی متر و ارتفاع 67 میلی متر است. این ابعاد استاندارد و تطبیق یافته با بیشترین نیازهای صنعتی، امکان بهکارگیری این رولبرینگ را در تجهیزات سنگین و محیطهای صنعتی فراهم مینماید. ساختار فنی این نوع بیرینگ با قفسه فولادی خاص و جنس اجزای اصلی از فولاد مقاوم به سایش، دوام بالایی را در برابر شرایط کاری سخت و شوکهای مکانیکی تامین میکند. ویژگی خودجهتیابی مسیر غلتش این بیرینگ، مزیت اصلی آن نسبت به انواع سادهتر بوده و کمک میکند تا تنشهای حاصل از نامیزانی یا خطای نصب به طور خودکار توسط مجموعهی بیرینگ جذب شود. در نتیجه، میزان سایش کاهش یافته و عمر کاری به طرز محسوسی افزایش پیدا میکند. این محصول از نظر فنی در خانواده صنعتی رولبرینگهای محوری طبقهبندی میشود و به دلیل ظرفیت بالا در تحمل بار محوری، مقاومت مطلوب در برابر لرزش و عملکرد بهینه در سرعتهای متوسط، جایگاه ویژهای در صنایع سنگین و کاربردهای حساس پیدا کرده است.
تحلیل جامع پسوندهای مرتبط
در نامگذاری رولبرینگهای بشکهای کف گرد اس کا اف، پسوندها نقش کلیدی در شناسایی ویژگیهای دقیق هر مدل دارند و به خریداران و تعمیرکاران اجازه میدهند تا بیرینگ مناسب با شرایط کاری و الزامات فنی خود را انتخاب کنند. این پسوندها نشاندهنده تفاوتهایی در طراحی قفسه، کلاس ظرفیت، نوع روانکار یا سایر خواص عملکردی هستند که انتخاب صحیح آنها بر دوام، قابلیت اطمینان و کارکرد دقیق بیرینگ تاثیرگذار است.
| پسوند | توضیح فنی دقیق | تاثیر بر عملکرد بیرینگ |
|---|---|---|
| E | ظرفیت بارگذاری بهبود یافته با قفسه مقاوم و افزایش سطح تماس رولرها | ارتقاء چشمگیر ظرفیت بار محوری نسبت به نسخههای بدون E |
| M | قفسه ماشینکاریشده از جنس برنج یا فولاد | بهبود دوام، استحکام و کاهش ریسک شکست قفسه |
| J | قفسه فولادی پرسشده با طراحی خاص | کاهش وزن و بهبود پایداری در سرعتهای بالا |
| C3 | لقی داخلی شعاعی بیشتر از نرمال | کاربری بهتر در محیط حرارتی یا بار دینامیک بالا |
| MA | قفسه ماشینکاری خاص از جنس برنج | افزایش پایداری قفسه و قابلیت اطمینان تحت بار زیاد |
| EM | ظرفیت بالا با طراحی منحصر به فرد قفسه و رولر | افزایش چشمگیر ظرفیت بار و عمر کاری |
پسوند E به معنای ظرفیت بارگذاری بهبود یافته، بسیار رایج و کاربردی است و معمولاً در تجهیزاتی با بار محوری شدید نظیر سیستمهای فشار قوی هیدرولیک یا گیربکسهای بزرگ صنعتی مورد استفاده قرار میگیرد، زیرا موجب افزایش تحمل بار و کاهش احتمال آسیب در کاربردهای پیوسته میشود. پسوند M نیز اغلب در ماشینآلات سنگین معادن یا توربینهای صنعتی کاربرد دارد، چرا که قفسه ماشینکاری شده از برنج یا فولاد در این پسوند باعث افزایش استحکام قفسه و جلوگیری از ایجاد ترک یا شکست در شرایط بارگذاری متناوب میگردد.
کاربردهای رایج
رولبرینگ بشکهای کف گرد اس کا اف مدل 29420 E عمدتاً در تجهیزاتی مورد استفاده قرار میگیرد که نیاز به تحمل بارهای محوری بسیار بالا و در عین حال اطمینان از عملکرد پایدار تحت شرایط ناهماهنگی شفت یا لرزش وجود دارد. این بیرینگ در پرسهای هیدرولیک بزرگ، توربینهای تولید برق، ماشینآلات نورد فولاد، گیربکسهای سنگین صنعتی و پمپهای فشار قوی جایگاه ویژهای دارد. دلیل فنی این انتخابها، توانایی رولبرینگ در تحمل همزمان بارهای ترکیبی محوری و شعاعی، جبران ناهماهنگیهای نصب، و کاهش میزان سایش و شکست زودرس در محیطهای تحت استرس دائمی است. همچنین به دلیل ظرفیت بالا، این محصول در تجهیزات صنایع معدنی، ماشینآلات راهسازی بزرگ و خطوط انتقال مواد حجیم که شوک، ارتعاش یا انحراف محور رایج است، به صورت گسترده به کار گرفته میشود.
نکات نگهداری و نصب
شرایط نگهداری استاندارد این بیرینگ طبق توصیه تولیدکننده، شامل قرارگیری در محیطی با دمای 0 تا 40 درجه سانتیگراد و رطوبت نسبی حداکثر 60 درصد است و انبار باید عاری از بخارهای خورنده، مواد شیمیایی واکنشدهنده، گرد و غبار فلزی و تماس مستقیم با نور خورشید باشد. بستهبندی اولیه معمولاً ترکیبی از پاکت روغنی ضدزنگ و جعبه محکم چوبی یا مقوایی است که تا زمان نصب نباید باز شود. در صورت بازگشایی پیش از موعد باید بیرینگ، پس از بررسی آلودگی و خشکشویی با روغن مخصوص، مجدد در بستهبندی تازه قرار داده شود. بیرینگهایی که طولانی مدت در انبار هستند، هر 6 ماه یک بار باید به آرامی چرخانده شوند تا روانکاری یکنواخت حفظ شده و از چسبیدن رولرها یا قفسه به حلقهها پیشگیری گردد.
برای نصب این بیرینگ رعایت همراستایی دقیق محور محرک و متحرک، استفاده از ابزارهای مجاز پرس یا حلقههای حرارتی، و پرهیز از وارد آوردن ضربه مستقیم یا ابزار فلزی سنگین الزامی است. بیرینگ باید در دمای کنترلشده (حداکثر تا 120 درجه سانتیگراد) به صورت یکنواخت گرم و سپس نصب گردد تا از آسیب به ساختار داخلی آن جلوگیری شود. روانکاری اولیه و دورهای با استفاده از گریس یا روغن صنعتی دارای درجه گرانروی متناسب (معمولاً ISO VG 68 یا مشابه)، طبق توصیه شرکت سازنده و بر پایه بازه زمانی مشخص یا شاخص کارکرد دمایی، باید انجام گردد. روانکار مورد استفاده نباید آلوده به ذرات جامد یا رطوبت باشد و در هر بازبینی بیرینگ، وضعیت روانکار از نظر آلودگی و تغییر رنگ کنترل میشود. پس از نصب، بررسی و ثبت لقی شعاعی و محوری، تست نویز و لرزش، و پایش دمای عملکرد بیرینگ در 48 ساعت اول بهرهبرداری، بخش جدانشدنی الزامات نگهداری است. دورههای بازبینی و معیارهای سایش یا جایگزینی بیرینگ، به استناد استانداردهای صنعتی و مشخصات فنی سازنده، بر اساس ساعت کارکرد یا وضعیت ظاهری اجزا تعیین میشود تا از توقف ناخواسته خط تولید یا خرابی جدی دستگاه جلوگیری شود.
تلورانسهای نصب
تلورانس نصب این مدل بیرینگ روی شفت باید متناسب با استانداردهای ISO 492 و ISO 286 انتخاب شود تا استقرار محکم و یکنواخت بیرینگ تامین گردد. برای این منظور، معمولا فیت H9/h9 یا مشابه برای رینگ داخلی و F7/H7 یا معادل آن برای رینگ خارجی در کاربردهای متداول توصیه میشود. این انطباقها باعث جلوگیری از لغزش رینگها و تضمین کارکرد پایدار در نیروهای محوری بالا میگردد. نوع فیت نهایی باید بر حسب چرخش یا عدم چرخش رینگ داخلی نسبت به شفت، همچنین شرایط بارگذاری انتخاب شود؛ اگر بار به صورت مکرر و سنگین یا همراه با شوک وارد میشود، فیت تنگتر مدنظر قرار میگیرد تا بیرینگ دچار حرکت حین کار نشود.
شرایط بارگذاری (شامل بار محوری، ترکیبی یا شوک) تاثیر مستقیم بر نوع تلورانس انتخابی دارد، بهطوریکه بارهای متغیر و شوکدار نیازمند انطباق سفتتر بین بیرینگ و نشیمنگاه هستند. انبساط حرارتی ناشی از تغییر دما نیز باید لحاظ شود؛ در مواردی که دامنه دمای عملکرد بالا است، فیت کمی بازتر انتخاب میشود تا به جبران افزایش طول اجزای شفت یا پوسته کمک کند و از گیرپاژ یا اعمال فشار بیش از حد به رولبرینگ جلوگیری شود. روشهای مجاز مونتاژ شامل گرمکردن یکنواخت بیرینگ تا حداکثر دمای مجاز و نصب بدون بهکارگیری ضربه مستقیم است و استفاده از روانکار مناسب در محل تماس به کاهش اصطکاک و سایش کمک میکند.
رواداریهای شعاعی و محوری در زمان نصب باید کنترل شوند تا اطمینان حاصل گردد که لقی نهایی پس از استقرار در محدوده استاندارد درج شده در جداول مشخصات اس کا اف باقی بماند. اندازهگیری دقیق لقی، نقش مهمی در جلوگیری از افزایش دما، ارتعاش بیش از حد و سایش زودهنگام دارد. مقدار لقی محوری و شعاعی پیشنهادی متناسب با نوع کاربرد و کلاس لقی تعیین میشود و باید با استانداردهایی مثل DIN و الزامات کاتالوگ انطباق داشته باشد تا عملکرد پایدار بیرینگ تضمین شود.
صنایع استفادهکننده
رولبرینگ بشکهای کف گرد اس کا اف مدل 29420 E در بسیاری از صنایع سنگین و حساس به دلیل ویژگیهای فنی خاص خود استفاده میشود و انتخاب صحیح این بیرینگ برای کاهش خرابی، افزایش عمر تجهیزات و بهرهوری عملیات اهمیت بالایی دارد.
| صنعت مصرفکننده | دلیل فنی استفاده از این بیرینگ در آن صنعت |
|---|---|
| فولاد و نورد فلزات | تحمل بارهای محوری شدید و جبران ناهماهنگی شفت در خطوط نورد |
| سیمان | مقاومت بالا در برابر بارهای ضربهای و غبار محیطی |
| نیروگاه و برق | پایداری عملکرد در دمای بالا و تحت لرزش مستمر |
| ماشینآلات راهسازی | سازگاری با شوک و بار ترکیبی در شرایط کاری سخت |
| پمپهای فشار قوی | تحمل نیروی محوری ناشی از اختلاف فشار سیال |
| توربین بادی و بخار | اطمینان از عمر طولانی تحت نوسانات بار |
| تجهیزات معدنی | عملکرد قابل اطمینان در معرض ضربه و بارهای تغییرپذیر |
| گیربکسهای صنعتی | حفظ همترازی شفت و جلوگیری از سایش زیاد در حضور بار بالا |
- قطر داخلی
100 mm
- قطر خارجی
210 mm
- ارتفاع
67 mm
- قطر شانه
≈142 mm

